距離之前所發表過的表框心得已經有將近10個月
這段時間裡面作過很多表框件
有的是自用. 有的是幫客戶製作
一路嘗試修改到現在. 做法流程已經與之前有相當程度的改變
這次的心得是把這些流程改變的地方
作一個詳細的紀錄文件
其實前陣子曾經想過. 目前自己可以算是以此為業了
有必要把公開的心得寫出來嗎?
而表框做到現在. 成品好壞精緻與否. 幾乎都是在1mm的誤差內拼勝負
有必要寫得這麼細嗎?
但仔細想想. 如果怕別人學. 那打從一開始我就不應該發表這些心得
自己既然是這樣一路走過來
要繼續前進的話. 當然要維持自己的初衷才行
所以後來還是決定把這些都記述下來.
這次的心得跟以前一樣從輸出開始. 前半部是講輸出. 後半部是講表框
-
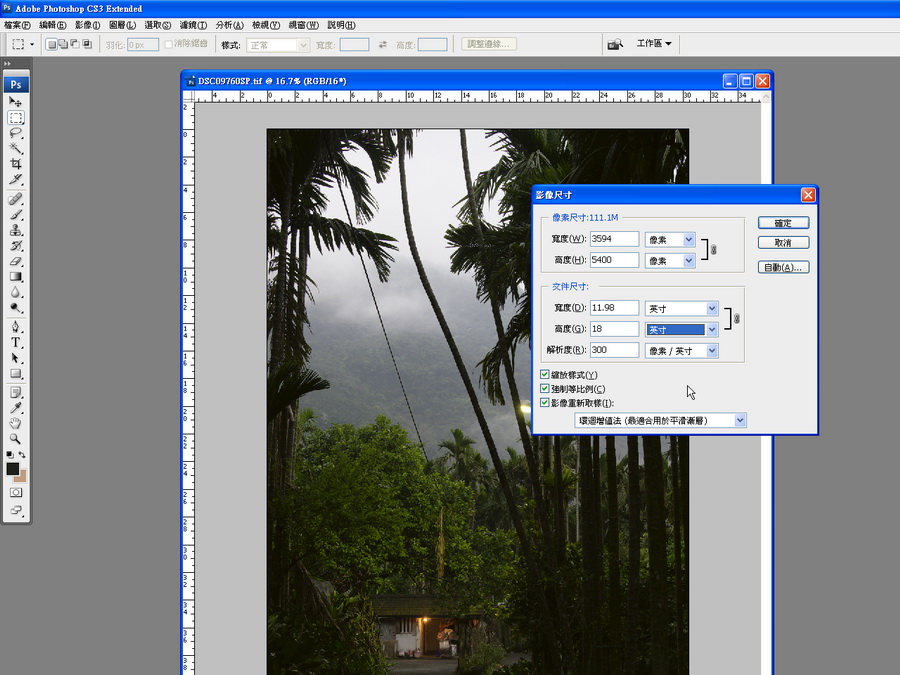
這次要出的圖是這張
拍攝時是使用A350和KM 28-75/2.8. 使用腳架和快門線
RAW以silkypix處理完之後. 轉成16bit TIF進photoshop 準備輸出
首先調整尺寸為長邊18吋
A350的14MP在12x18"這個尺寸下差不多剛好
影像可以維持很好的精細度
而且也夠大了
#1 100430-01
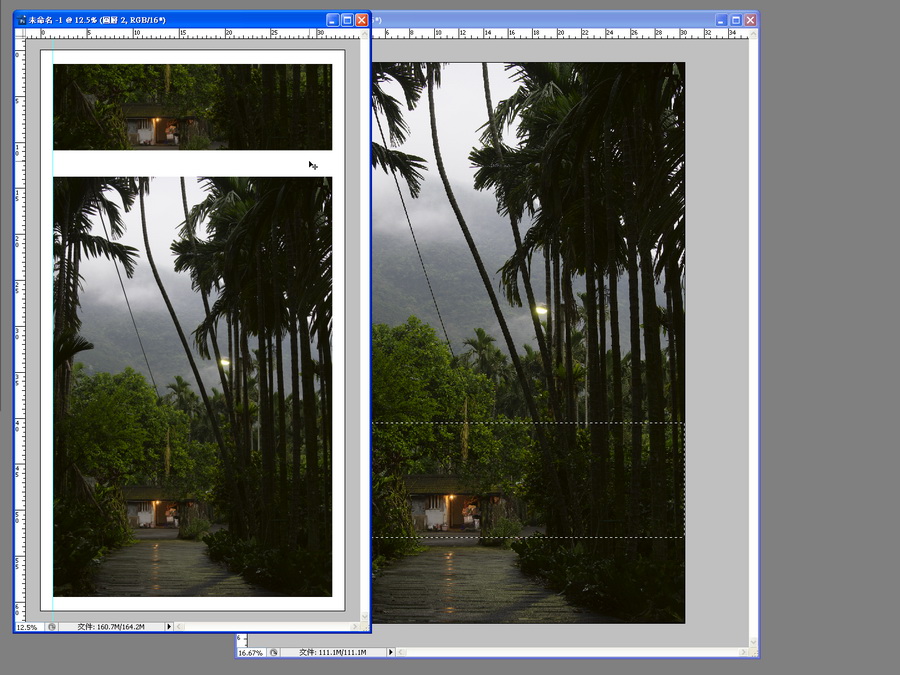
這次使用的紙是短邊24"的滾筒紙
所以另外開一個新檔. 尺寸設成13x24"
除了輸出影像本身以外. 上面還有一些餘下的空白. 就切一段試條放上去
到時先把試條的部分輸出看看
#1 100430-02
檢查一下暗部是否到位了
依個人經驗. 相紙類的紙材. 明暗度17以下就可以當做全黑
所以確認一下最暗部有沒有低於17
#1 100430-03

準備輸出.
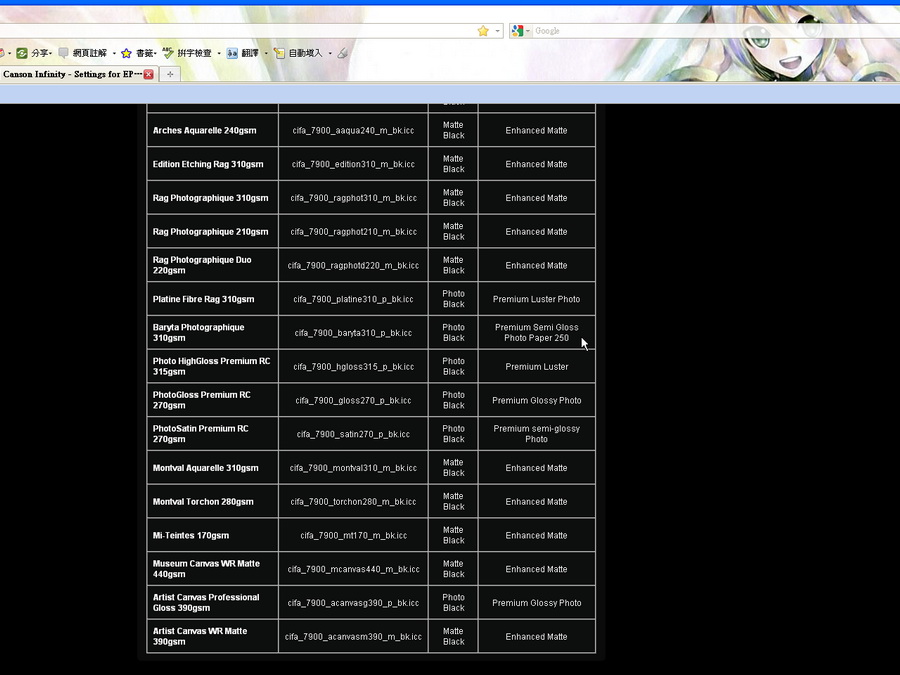
這次使用的紙是Canson Baryta photographique.
是Baryta coating的光面紙基相紙
Canson原廠建議的紙張設定值. EPSON 7900的場合是設定在原廠半光面相紙
#1 100430-04
在驅動程式視窗裡面. 設定如下
紙張種類: Premium semigloss photo paper(250)
品質選項: 超高品質影像2880x1400. (點選"高速"和"細緻品質")
色彩管理關閉
紙張來源: 滾筒紙. (自動裁切關閉)
大小: 自訂為24x13"
#1 100430-05 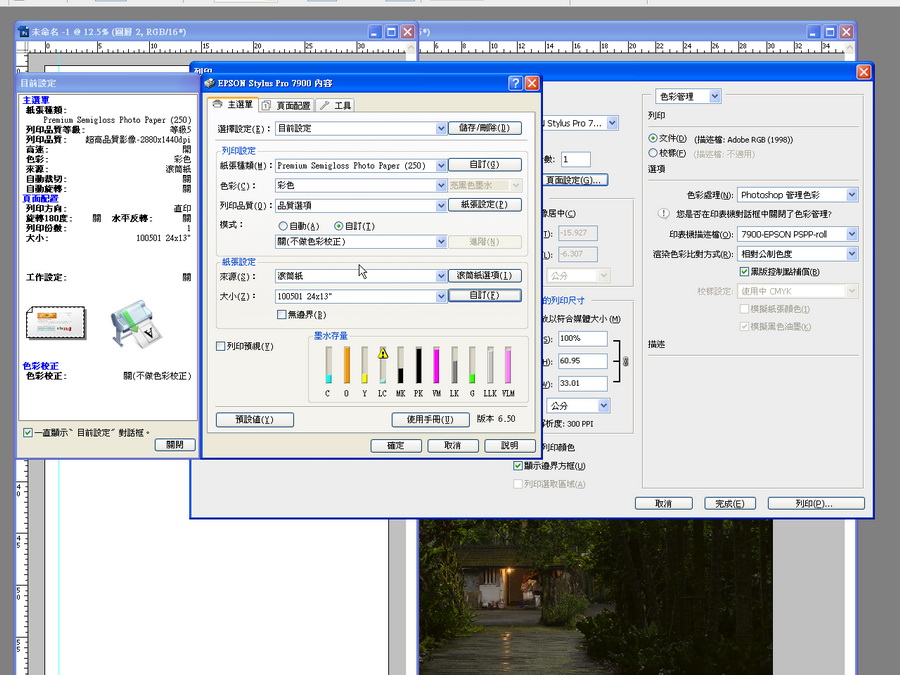
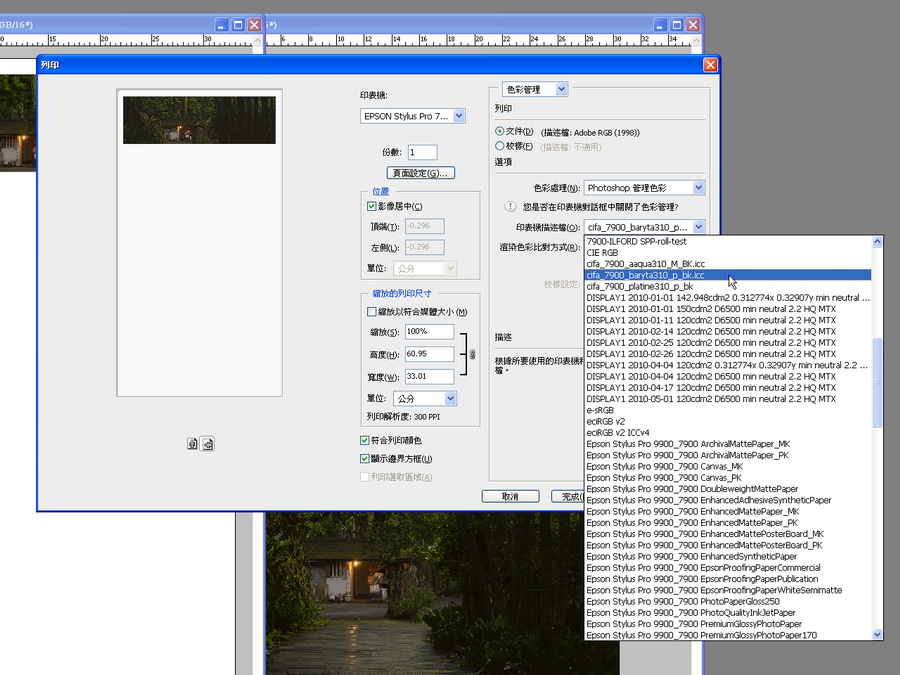
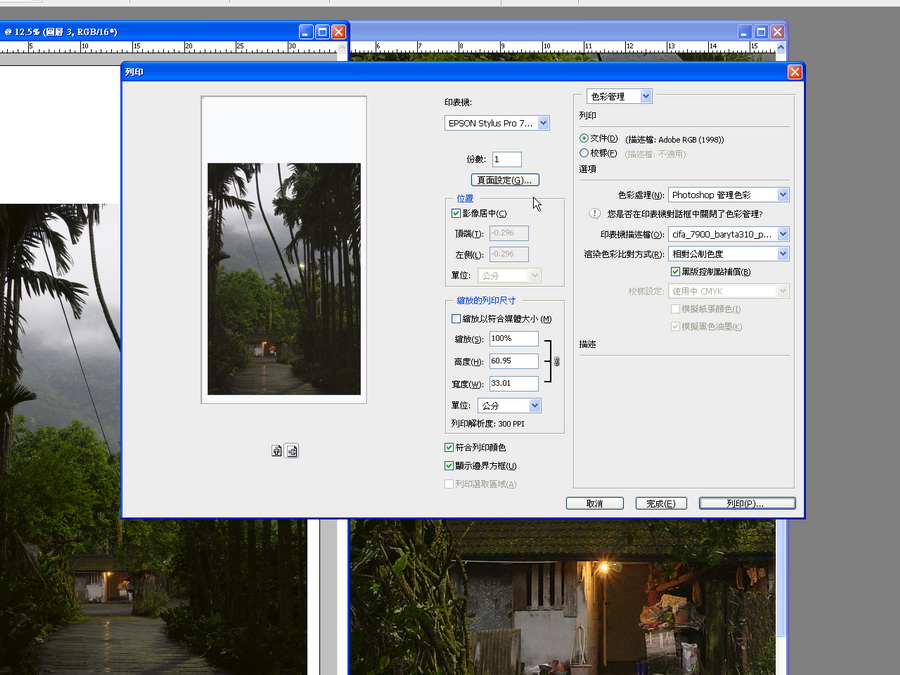
色彩管理的部分
影像描述檔是adobeRGB
色彩處理: photoshop管理色彩
印表機描述檔: cifa_7900_baryta310_p_bk.icc. (此為Canson官方網站所提供的原廠profile)
這些設定ok之後. 先出試條的部分
#1 100430-06
試條的狀況相當ok. 只是忘了銳化
補上銳化動作後
就照原來的設定正式輸出
#1 100430-07
輸出中
#1 DSC09843SP 
這次使用的紙材是Canson Baryta photographique.
這款噴墨相紙是Canson在2009年10月才推出的新產品
最近剛拿到TIPA 2010最佳噴墨相紙
http://www.canson-infinity.com/en/index.asp
Canson Infinity幾乎全系列的紙材都通過ISO9706紙張永久保存性認證
這款Baryta photographique也不例外
http://www.canson-infinity.com/en/baryta310.asp
ISO9706對紙張永久保存性的規範約略如下
1.pH值在7.5-10之間
2.每kg紙張所含鹼性緩衝劑至少可以中和0.4 mol的酸. (至少含有2%的碳酸鈣)
3.必須能承受0.35牛頓拉力而不破裂
4.Kappa number小於5. 亦即僅含有極微量的易氧化成分(如木質素)
#1 DSC09847SP

以現行顏料墨水而言. 紙基相紙與顏料墨水的相性是最好的
目前市面上的光面紙基相紙. 有純棉紙基和Baryta紙基兩種種類
例如museo的silver rag是純棉紙基
而ILFORD Gold則是Baryta紙基
Canson和Hahnemuhle則是兩種產品都有
這些紙基相紙的黑度色域性能都很接近. 保存性也都是最好的
我之前用的ILFORD Gold Fibre silk. 是Baryta的紙基相紙
ILFORD原廠網站上有這些說明
http://www.ilford.com/en/products/galerie/GalerieNotes.asp
For optimum quality when using Gold Fibre Silk media the use of pigment inks are recommended.
If dye inks are used they will produce images with reduced colour gamut.
明白指出. 紙基相紙比較適合使用顏料墨水
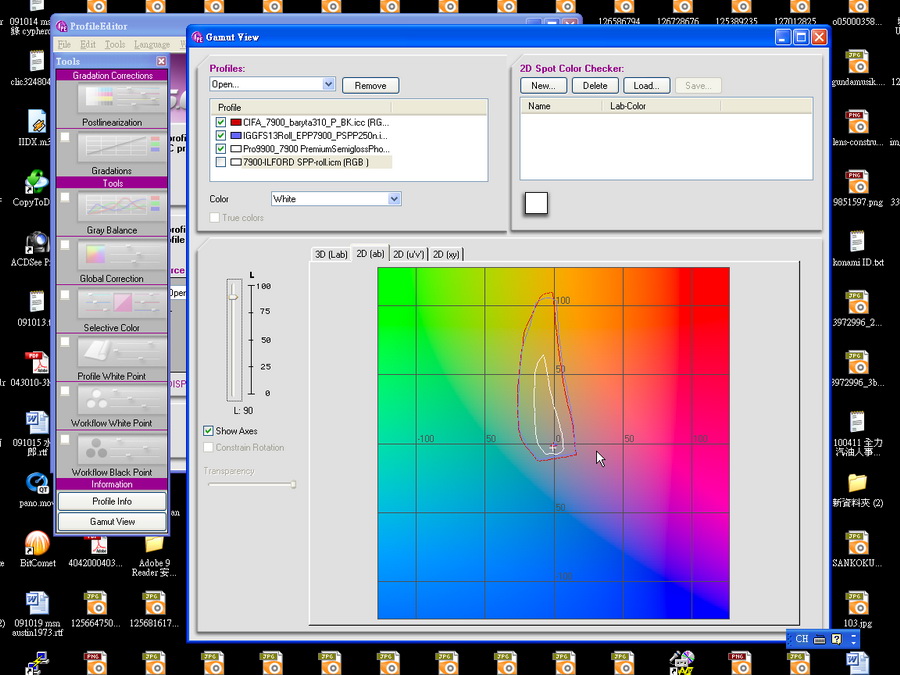
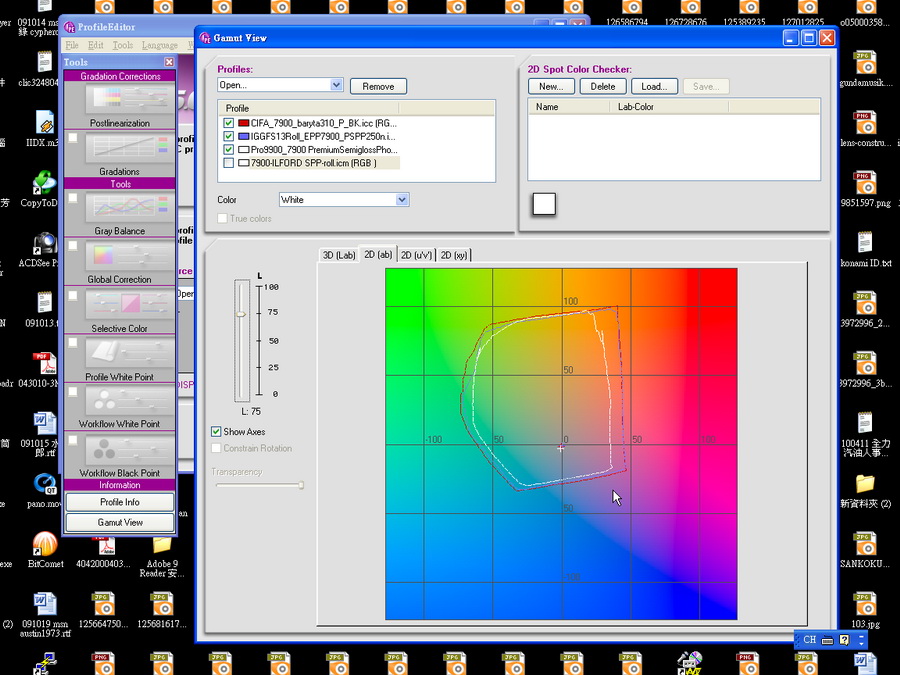
直接以原廠提供的profile來比較一下色域即可明白
紅色是Canson Baryta
藍色是ILFORD Gold
白色則是EPSON半光面相紙. 用來做個對照組
色域是一個三維立體空間座標. 垂直軸是明度L
在明度L=90和L=75的時候的時候
Canson Baryta和ILFORD Gold色域性能很接近. 而且都遠勝過EPSON半光面相紙
#1 100430-08
#2 100430-09
以目前EPSON Ultrachrome K3/HDR的亮光黑墨水
在光面紙基相紙上的黑度表現. 大概都有DMAX 2.6的水準
這個可不是帳面規格數據好看而已
在紙基相紙上的黑色. 如果拿到戶外對著自然光來看. 它可是黑到發亮
如果純粹以黑度和色域性能來看的話. 光面紙基相紙是目前顏料墨水最強的選擇
而紙基相紙又使用Baryta coating的目的
是希望在噴墨紙材上面. 盡可能地仿效傳統FB紙基相紙的性能與質感
所以使用與FB相紙相同的Baryta coating處理
概念上. 是衍生自傳統FB相紙的產物
最近連續三年TIPA最佳噴墨相紙. 都是Baryta紙基相紙得獎
2008年是ILFORD Gold Fibre silk
2009年是Hahnemuhle photo rag baryta
2010年則是Canson Baryta photographique
Baryta相紙似乎有逐漸成為主流的趨勢
-
-
輸出ok之後. 接著就是裱褙工作
首先先上背膠
跟之前一樣
#1 DSC09857SP

先固定左邊.
我買了一隻刷油漆用的滾筒. 可以用來協助上膠時的初步固定
#1 DSC09858SP

抽去下面的離型紙
用滾筒整個滾過. 就可以把相片初步固定在背膠上
#1 DSC09859SP 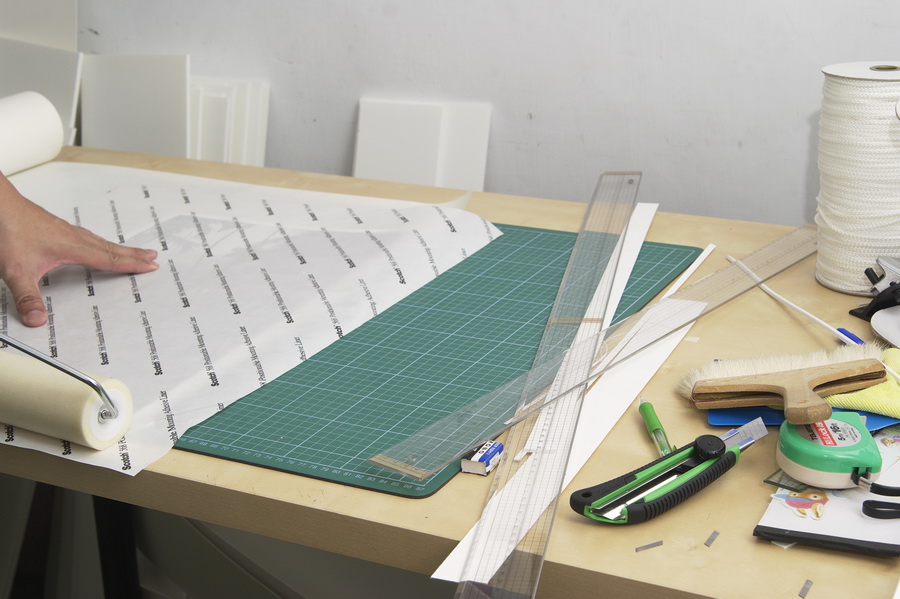
然後用美工刀從膠膜上面切下來的時候. 就比較容易處理
#1 DSC09860SP 
但手持滾筒只能算是初步固定
還是要經過加壓滾筒. 背膠膠膜才能完全固結
這樣到時撕去離型紙的時候. 背膠才不會殘留在離型紙上
#1 DSC09861SP

然後用手持滾輪裁刀. 將相片四週的白邊裁掉
#1 DSC09862SP

這個手持滾輪裁刀是我特地去找的工具
會去找這玩意是有原因的
其實這種手持滾輪裁刀大多是拼布玩家切布料用的
很少人拿它來裁相紙
#1 DSC09871SP

一切都是因為美工刀切相紙會產生切邊的變形
切出來的邊不好看
然後平台式滾輪裁刀又有尺寸上的限制.
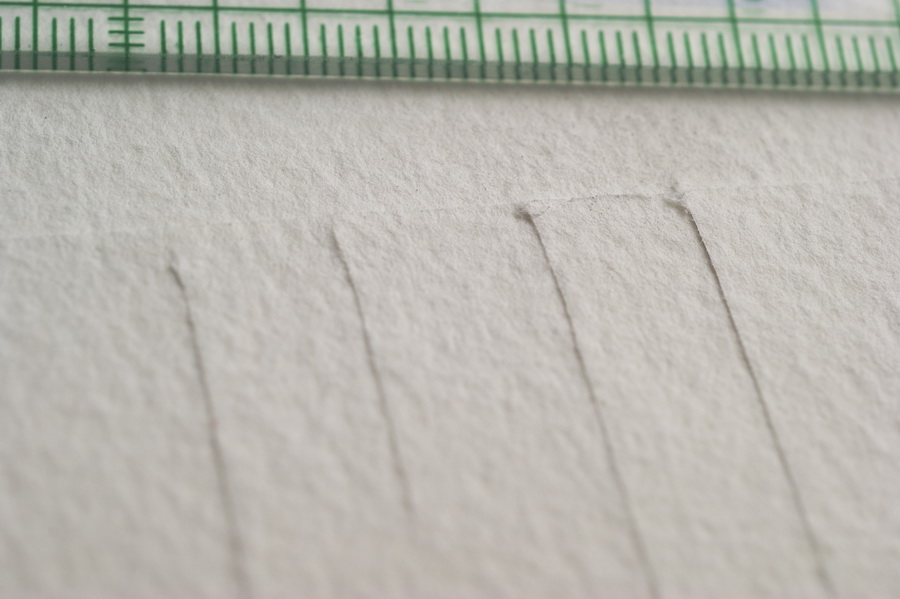
來做個簡單的實驗就明白了
張紙是EPSON半光面相紙. 從上到下分別用美工刀. 手持滾輪裁刀. 平台滾輪裁刀
共切三道
#1 DSC09864SP
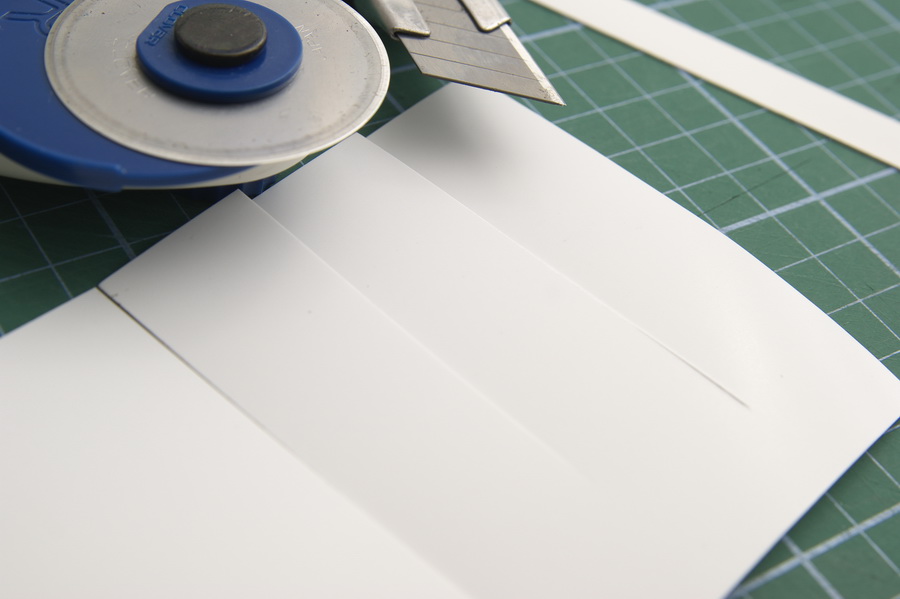
美工刀的切邊如下. 邊緣產生很明顯的凸起變形
#1 DSC09868SP
平台式滾輪裁刀的切邊. 基本上是近乎完美.
所以能用它來切的尺寸就盡量用它切
#1 DSC09869SP
手持滾輪裁刀的切邊. 其實比起平台滾輪裁刀還差一點點
但已經比美工刀好太多了
#1 DSC09870SP
-
以前的心得流程是先表貼相片. 再丈量尺寸來切觀賞框
現在的做法比較不一樣
是先丈量尺寸. 並計算好觀賞框所需要的裁切尺寸及位置
先把觀賞框切好並與底板組合好
最後才貼相片
相較原先的流程. 這種做法有幾個優點
1.觀賞框中間的方框. 一定可以準確在中央位置. 不會產生偏移或傾斜
2.觀賞框與底板可以完美組合在一起. 不會產生偏移或傾斜.
3.觀賞框與底板組合後. 可以完全打開
表貼作品的時候. 可以重複目視確認定位. 一定可以把定位做到最準確
4.萬一過程中出狀況失敗. 因為照片是最後才貼上. 起碼不會損失作品和背膠材料
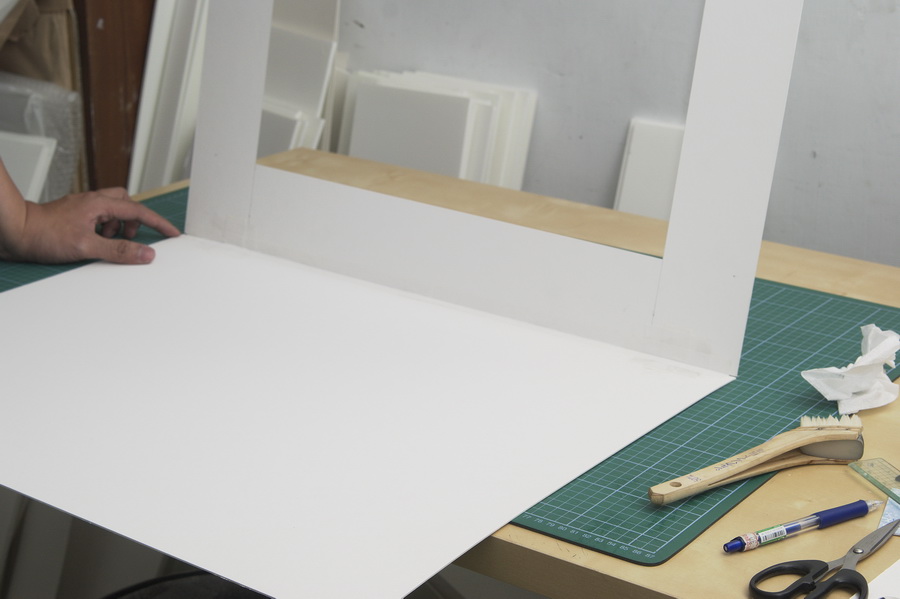
先裁切所需要使用的紙版. 這次的尺寸是20x26"
現在裁切紙版我一律改用捲尺來丈量長度. 可以加快作業速度
而且量大尺寸的時候誤差也比較小些
#1 DSC09852SP

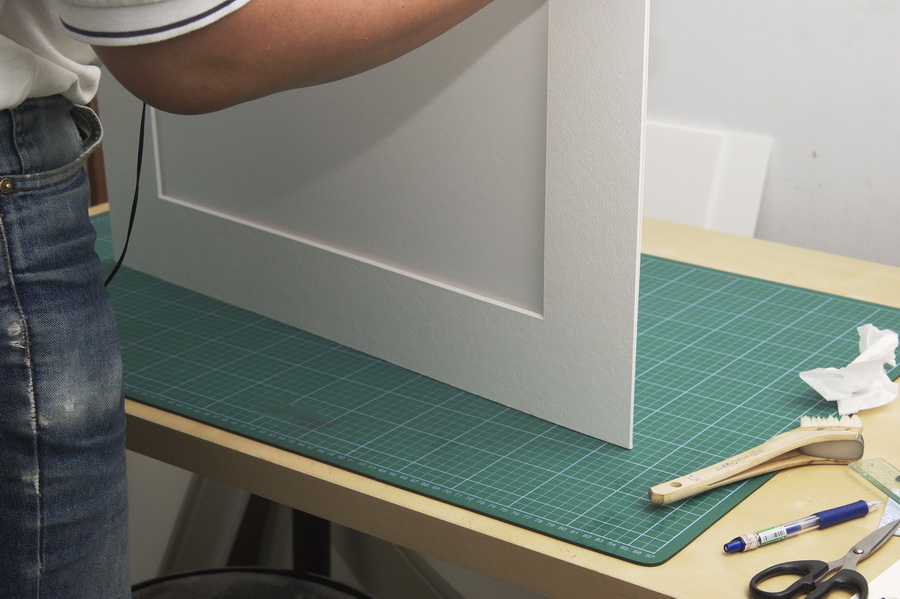
切好之後. 丈量照片實際的長度
準備來裁切觀賞框
#1 DSC09872SP

觀賞框也要丈量實際的長度
#1 DSC09873SP

然後把量好的長度寫在一旁的便條紙上
並順便計算觀賞框要裁切的位置
這次的表框尺寸是20x26". 觀賞框與作品之間我預計留2.2cm的空間
通通寫在便條紙上寫清楚
就比較不會量錯又裁錯
#1 DSC09874SP

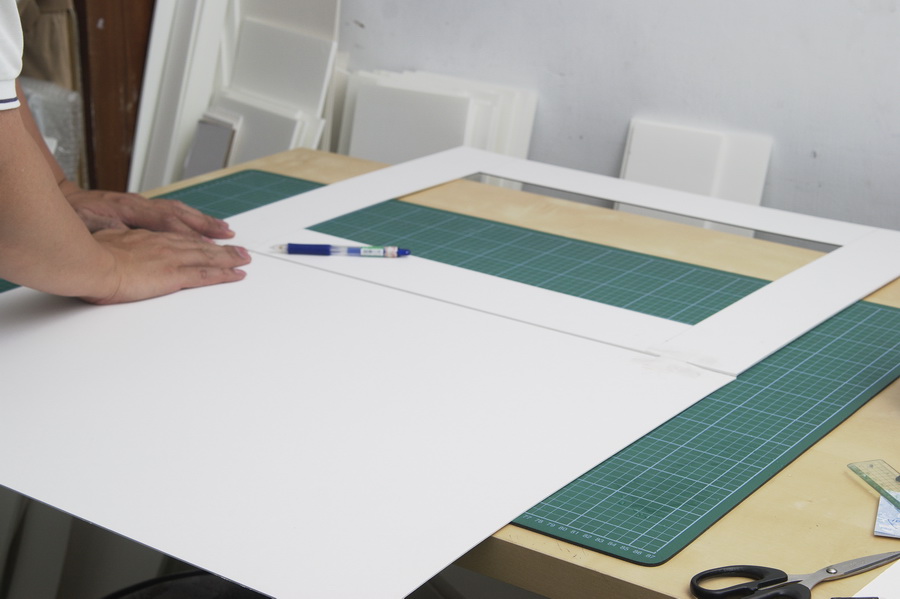
先確定裁切邊短邊的位置點
#1 DSC09875SP

點好位置以後. 畫線
這兩條線是很重要的參考. 對點畫線的時候一定要力求準確
不能有任何出入
#1 DSC09877SP

然後裁切邊長邊只要點上位置點就好. 不必畫線
到時直接以裁切出來的切邊為準即可
-
再來準備用45度裁刀來裁切觀賞框了
這是Logan手推式45度裁刀
上面有附一道基準線. 提供裁切時定位用的
#1 DSC09936SP

目標則是要切出完美的觀賞框
能夠一次切斷. 而且不會有多出去的刀痕
也就是每一刀都必須要切得剛剛好. 不多也不少
#1 DSC09896SP

為了要把裁切位置做到盡可能的精確
要從多方面著手要求
前面的定位點和畫線就是其中一個必須條件. 所以一定要力求準確
再來就是這把45度裁刀的特性要充分了解
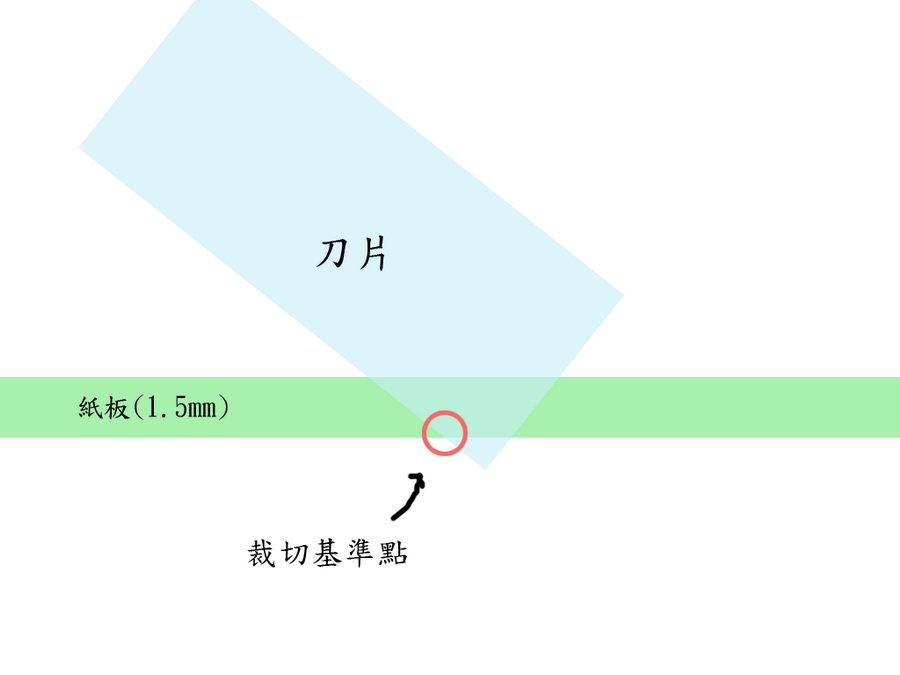
這把刀的刀片是長方形的.
刀刃在矩形的長邊
下刀的時候是整片刀片向前推進. 從紙版背面. 切進紙版裡
當紙版厚度是1.5mm(4P紙版)的時候
刀刃與紙版正面的交界點. 就是裁刀上所標示的基準線
所以裁切的終點對在基準線上就很準確了
#1 100430-10
問題在於裁切的起點
因為刀刃一定要穿越紙版厚度. 有一個露頭
所以下刀的起點位置一定在基準線的後方
如果下刀時是對在基準線上開始. 實際上這樣切就會多出一段刀痕
#1 100430-11_2
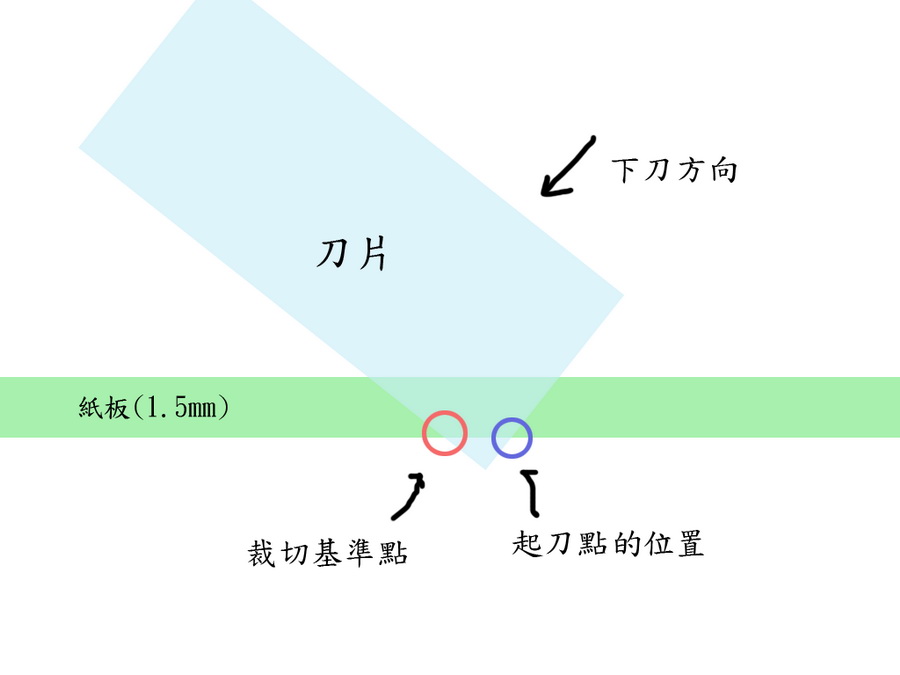
所以在1.5mm的紙板上. 下刀的位置要稍微向前約1mm開始
這樣才不會在起點多出一段刀痕
而以上這是1.5mm厚度的場合
這次要切的紙版則是3mm厚度(8P紙版). 這又完全不一樣了
起點和終點都必須調整才行
以此我發展了一個簡單的實驗方法. 可以用來檢驗裁刀實際裁切起點與終點的位置
拿一塊同樣3mm厚的長方形紙版
先用45度裁刀. 沿著長邊方向. 隨便在上面切一道切邊
#1 DSC09879SP

然後換成橫向. 垂直剛剛切出來的切邊
模擬裁切起點的狀況
以裁刀上的基準線. 先對齊剛剛的切邊
先切一道看看
#1 DSC09880SP

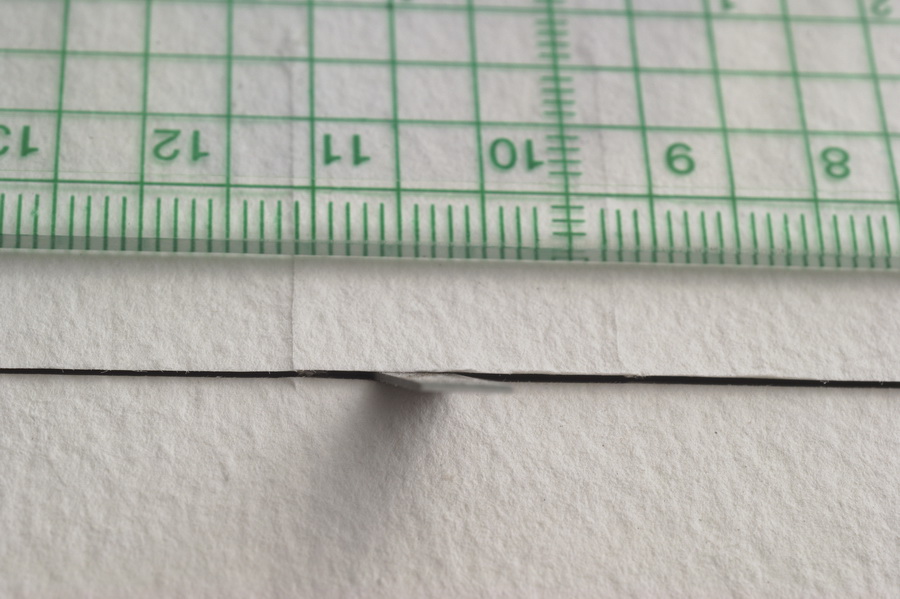
切好以後翻過來看狀況. 這次並沒有切斷
用尺丈量它還差多少可以切斷
丈量的結果差約3mm
#1 DSC09881SP

再來一次.
這次把尺放在旁邊作參考. 讓下刀的起點提前3mm開始
看看能否剛好切斷
#1 DSC09882SP

實驗的結果如下圖所示
最左邊是一開始基準線對齊長切邊的狀況
最右邊則是基準線沿長切邊提前3.5mm左右. 就剛好切斷. 不多也不少
#1 DSC09884SP
然後再來實驗裁切終點
#1 DSC09885SP

裁切終點則是基準線沿長切邊多切1mm. 剛好切斷. 不多也不少
#2 DSC09887SP
實驗完畢. 開始正式裁切
先切兩個長邊
記得起點要提前3.5mm. 終點要多切1mm
#1 DSC09890SP

兩道長邊切完. 再切兩道短邊
以剛剛的切邊為參考基準. 一樣起點提前3.5mm. 終點多切1mm
#2 DSC09892SP

很順利地一次切斷
#1 DSC09893SP

切好以後. 看看切邊的狀況. 稍微修整一下
#1 DSC09894SP

-
-
然後要將觀賞框與底板組合起來
組合起來是這個樣子
#1 DSC09906SP
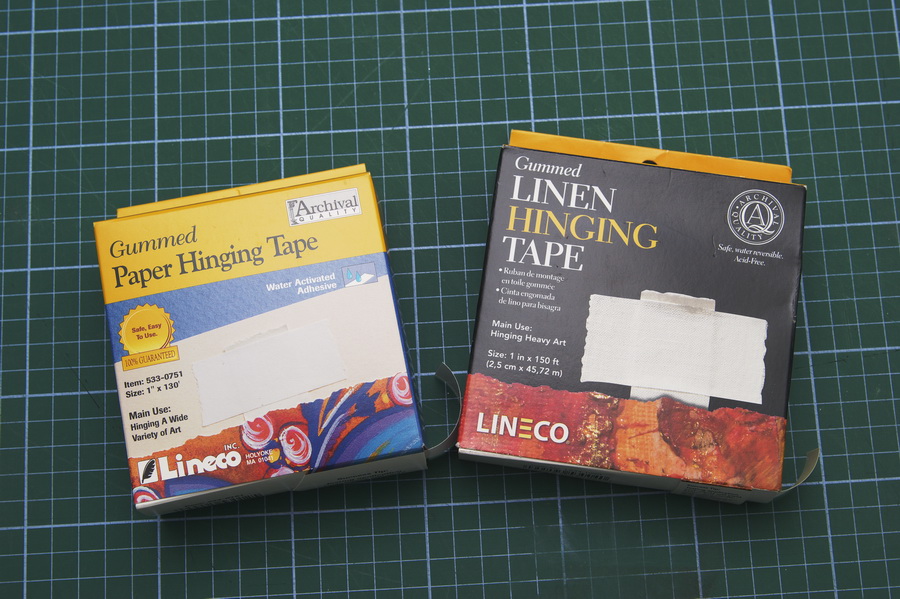
將觀賞框與底板組合起來的材料是無酸膠帶
我手上的無酸膠帶有兩種
左邊是無酸紙膠帶. 右邊是無酸麻布膠帶
都要沾水使用
#1 DSC09934SP
必須先了解這兩種膠帶的特性
無酸紙膠帶顧名思義. 膠帶的基材就是紙
碰到水會變軟
受到太大的外力也容易破裂
但它的黏性很不錯
無酸麻布膠帶的基材是布. 很強韌. 即使受外力作用也不會輕易破裂
但它的黏性不太好
一定要用T字搭接才夠力. 就如包裝上的圖示那樣
越大尺寸的觀賞框. 觀賞框和底板的變形量也會越大
組合時的困難度就會越高
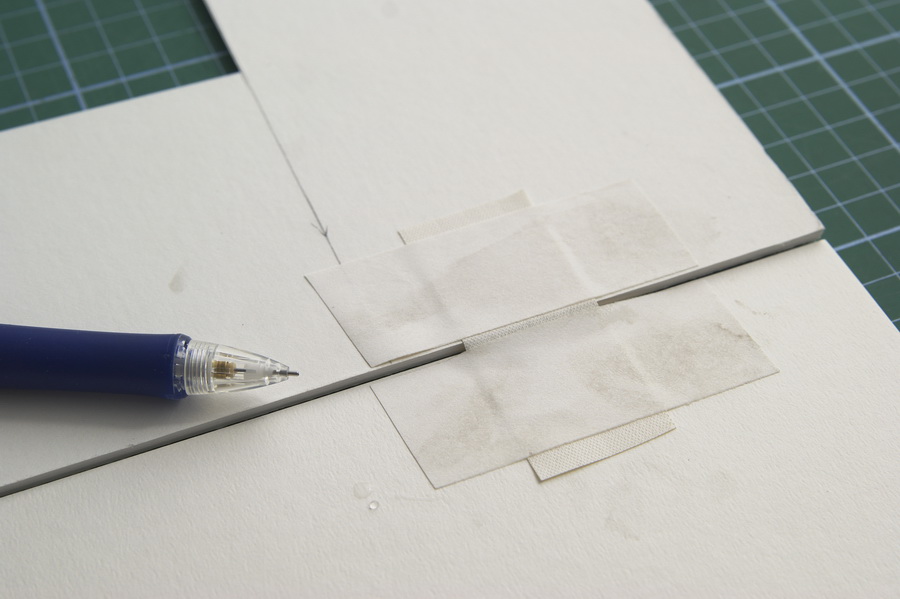
所以我的做法如圖示
跨在兩片紙版中間的膠帶. 使用韌性較好的麻布膠帶
然後兩端都以紙膠帶作雙向T字搭接
這樣就很牢固了
#1 DSC09900SP
20x26"這個尺寸. 我會在左右兩端各作一道這種結構
如果是24x32". 我會做三個
如果是30x40". 我會做四個. 以作為兩片紙版組合時的主要支撐結構
分別在左右兩端各作一道雙T字搭接
#1 DSC09901SP
雙T搭接做好後
再用無酸紙膠帶. 把兩片紙版中間全部貼起來
#1 DSC09903SP

貼好後. 在紙膠帶上面刷上一層水. 讓紙膠帶軟化
讓紙膠帶在等一下組合時
過程中可以完全貼平在紙板上
#1 DSC09904SP

但這層水一刷上就要馬上用衛生紙吸掉. 不能讓紙膠帶吃水吃太多
吃太多的話. 膠會和基材分離
反而會失去黏性
#1 DSC09905SP

都ok了就準備把兩片紙版合起來
過程中注意紙膠帶的狀況. 是否完全貼平而沒有翹起來
#1 DSC09906SP
把觀賞框和底板合併. 靠齊
#1 DSC09907SP
最後對接著處加壓. 在稍微等一下讓膠帶乾固. 就ok了
#1 DSC09908SP

-
最後 準備把作品貼到底板上
#1 DSC09910SP

確認作品要表貼的位置
#1 DSC09911SP

先撕去背面右側的一部分離型紙
#1 DSC09912SP

用剪刀剪掉這部分的離型紙
#1 DSC09913SP

再確認一次作品表貼的位置
#1 DSC09914SP

確認位置沒問題之後
就先用手持滾筒. 初步固定作品右側
#1 DSC09915SP

初步固定右側之後. 再確認一次位置
#1 DSC09916SP

然後左手從作品背面將離型紙全部撕去
#1 DSC09917SP

最後一次確認表貼位置是否正確. 這個時候發現問題的話還可以救
#1 DSC09918SP

全部都沒問題的話
就墊上離型紙. 用刮版加壓. 讓背膠完全黏著在底板上
#1 DSC09920SP

這樣裱褙工作就完成了
-
-
接下來組合鋁框
先用穩潔把要使用的壓克力擦乾淨
#1 DSC09921SP

先把鋁框的下緣和右側組起來
#1 DSC09922SP
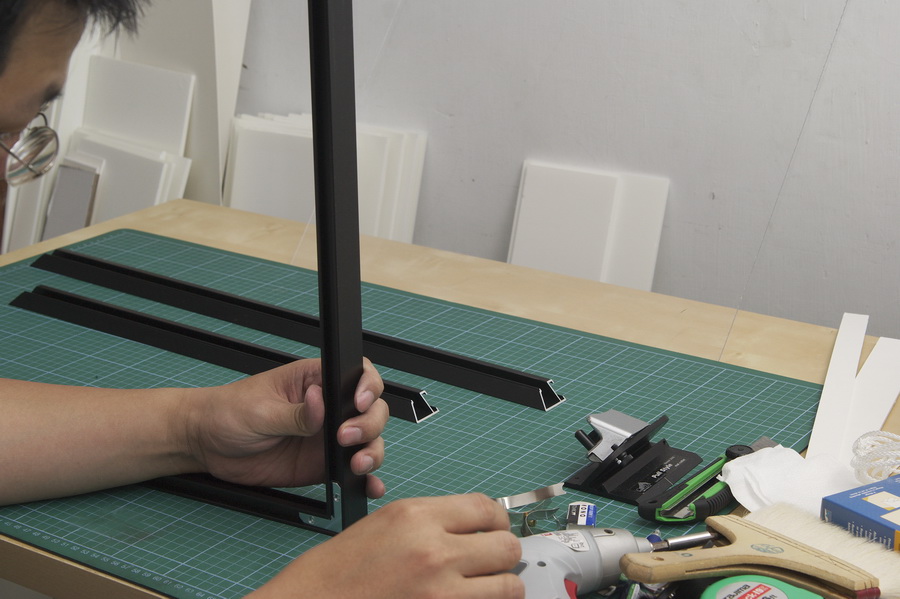
然後從左側把壓克力和展立版背版放入
這個順序也是經過很多次教訓的經驗
小尺寸的時候沒差
大尺寸的時候. 如果要從上方把物件置入. 手就得舉得很高. 物件甚至會碰到天花板
而且從上方置入壓克力的時候. 壓克力邊緣會與鋁框摩擦產生很多灰塵
所以從左邊置入就沒這些問題
順序是先放壓克力和背版. 再把裱褙件插入壓克力和背版之間
如果先放裱褙件. 再放壓克力
尺寸大的時候. 壓克力變形量大. 在置入的過程中就有可能會刮到作品
所以裱褙件最後再插進去最保險
#1 DSC09925SP

都放進去之後. 就把剩下的鋁框組合起來
這次使用的鋁框. 放壓克力(厚2mm). 裱褙件(4P+8P共厚4.5mm). 5mm展立版. 就剛剛好填滿了
所以就不需要用到彈簧弓
#1 DSC09927SP

鋁框確認定位ok. 就把螺絲旋入鐵件裡. 以固定鋁框
#1 DSC09928SP

然後把框繩用的耳朵裝上
這次的作品是20x26"直幅. 耳朵離鋁框上緣的距離我設定在20cm
#2 DSC09930SP

綁上框繩
#3 DSC09931SP

完成
#1 DSC09932SP

掛在牆上的樣子
#2 DSC09933SP

以上是個人目前製作bookmat裱褙方式的完整流程
-